 русский
русский English
English español
español português
português العربية
العربية
![]()
![]()

список продуктов
Горячие продукты
анион и антибактериальные композитные чипы, применяемые в гигиенической салфетке, могут выделять отрицательные ионы.
гидрофильный нетканый материал из нетканого материала в гигиенической промышленности maв основном используется в качестве верхнего слоя для различных одноразовыхпеленки для младенцев, подгузники для взрослых, гигиенические салфетки, подлокотники, подушечки для груди, влажные салфеткии т.п.
Целлюлоза 1.fluff используется в подгузниках, женских гигиенических продуктах 2. неработающий, отбеленный без хлора, превосходное волокнообразование
сок для гигиенической салфетки имеет быстрое всасывание крови, высокую абсорбционную способность, хорошую прочность геля и влагостойкость. согласно передовой технологии производства, сок нетоксичен, не содержит запаха и не стимулирует кожу.
последние новости

НАНКИН, Китай – 15-17 апреля 2026 г. – Компания Fujian Xingyuan Supply Chain Co., Ltd., профессиональный производитель высокоэффективных новых материалов, успешно завершила свое участие в 33...

Гуанчжоу, 23-27 октября 2025 г. – Компания Quanzhou Xingyuan Supply Chain Management Co., Ltd., ведущий поставщик гигиенической продукции, демонстрирует свои комплексные производственные и л...

По мере приближения Национального дня Китайской Народной Республики компания Fujian Xingyuan Co., Ltd. хотела бы передать самые теплые поздравления нашим уважаемым международным клиентам и п...
2017-01-01
низкая вязкость, легко наносится.
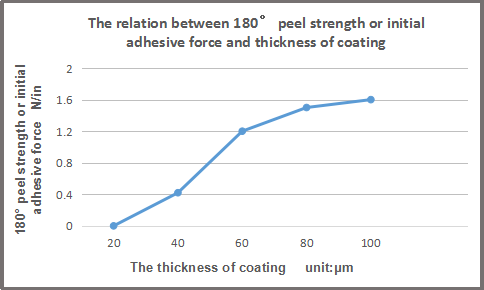
метод испытания на адгезионную силу позиционного клея
начальная прочность на отрыв до и после окисления: подготавливают стандартные нетканые материалы, а затем используют резиновый прижимной валик толщиной 2 кг три раза вперед и назад. в случае 23 ° c, прочность на отрыв 180 ° была испытана со скоростью 300 мм / мин. этот индикатор показывает эффективность позиционирования при помещении гигиенической салфетки.
прочность на нагрев и прессование до и после окисления (ttp): довести до 500 г массового пресса на стандартном нетканом материале, а затем в печь 40 ° c в течение 2 часов, а затем проверить прочность на отрыв 180 ° после охлаждения при 23 ° C. этот показатель показывает позиционирование и разрывы в процессе использования гигиенических салфеток. Показатели ttp более важны.
состояние адгезионной силы клея положения
большая часть гигиенических салфеток составляет около 30-300 г / дюйм.
ширина склеивания составляет около 2-4 см
толщина покрытия составляет около 15-50 мкм
существует огромная разница между толщиной покрытия и прочностью отслаивания. как мы должны выбирать?
лучшая адгезионная сила позиционного клея
основанная на статистике, лучшая сила прилипания положения клея ttp составляет около 80-150 г / дюйм.
слишком низкая сила сцепления приведет к неустойчивости позиционирования.
слишком высокая сила сцепления приведет к разрыву заднего листа или трусов.
подходящая ширина покрытия составляет примерно 2-4 см, можно разделить на 1-3. ширина распространения должна быть более 3 см.
необходимо учитывать несколько факторов при определении толщины клея положения
адгезионная сила: высокая вязкая сила позиционного клея может быть очищена более тонкой, но не слишком ниже, также следует учитывать антиокислительный и задний лист.
антиокисление позиционного клея
ширина скребкового клея
чистота задней пленки
твердость тисненой задней пленки
флуктуация машины для нанесения клея


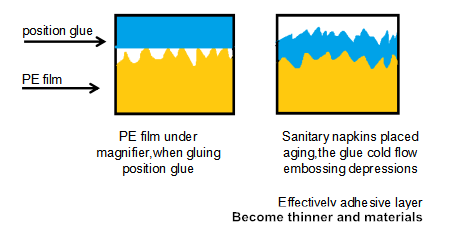
добавление caco3 в пленку pe уменьшит прочность пленки, а толщина пленки должна быть уменьшена, чтобы сохранить вес пленки без изменений. результаты приведены ниже:
1. Прочность на разрыв пленки Pe уменьшилась значительно, это приведет к тому, что задняя пленка станет более простой.
2. Положительный клей ускоряет антиокисление.
3. в отверстиях дышащей пленки и высокой дозировке наполнителя, клей особенно быстро окисляется.
более глубокая тисненная задняя пленка вызывает более тонкое покрытие
колебания количества выходного клея на оборудование
количество клея, произведенного вискозной машиной с разной скоростью, непостоянно.
изменения температуры клея, проблемы с джемами также повлияют на количество резины.
вышеупомянутые факторы могут привести к тому, что толщина покрытия будет иметь колебания в пределах 1-5 мкм.
заключение и предложение
убедитесь, что толщина покрытия должна учитывать адгезионную силу, антиокислительную обработку, содержание задней пленки, тисненную глубину задней пленки, ширину покрытия и флуктуацию клейкой машины.
для большинства производителей толщина покрытия, контролируемая между 25-35 мкм, была бы надежной.
толщина покрытия может быть установлена на уровне 20 мкм, только если наполнитель задней пленки очень мало, почти нет тиснения и машина в очень точных условиях.
для воздухопроницаемой пленки, для нанесения клея необходимо увеличить толщину покрытия 5-10 мкм, чтобы замедлить окисление клея.
выберите хороший антиокислительный адгезивный материал.

предыдущая статья :
использование и обслуживание системы термоплавкого клея


+86-595-85922600

+86-595-85906600

подписаться на нашу рассылку, чтобы получать новости, обновления и специальные предложения по электронной почте.
Авторские права © 2026 FUJIAN XINGYUAN INDUSTRY CO.,LTD..Все права защищены. питаться от dyyseo.com.
 fjxingyuan
fjxingyuan
 Linda@fjxingyuangroup.com
Linda@fjxingyuangroup.com
 360391852
360391852
 +86-595-85922600
+86-595-85922600
 +86-13514004600
+86-13514004600
 Сканируйте наш WeChat
Сканируйте наш WeChat

